Industry applications of additive manufacturing
Additive Manufacturing or 3D printing are multiple different manufacturing methods that have mainly been advanced due to the needs of the industries. Previously AM usage has been emphasized on prototypes and small-scale production due to the limitations of the technologies, however the ever accelerating development has somewhat changed the situation in the last five years. The usage of AM for end products is becoming more common for many industries.
This info-section has some examples and summaries of how AM is being used on different branches of industries.
Most of the published examples have usually been from aviation industries since the benefits there are significant and the usage of AM unquestionable beneficial. In recent years, this has started to change and many companies have come out and published examples of some of their use cases.
Between different industry branches there are big differences how AM is being used. Many sectors know how to get the benefits of AM with the manufacturing of prototypes, tools (e.g. molds) and fixtures but companies that have made comprehensive strategy of AM, both for manufacturing and for business point of view are still uncommon. The benefits of AM should be measured comprehensively considering the manufacturing costs, properties of the end product, the supply chain and the added value for the customer.
The aviation and space industries have been strongly on the front line of AM -development, because of the high material costs (e.g. aviation grade titanium) and clear advantages like weight reduction. In the last decade, other industries have increased their portion of the whole so that now car- and vehicle industry is one of the biggest users of AM technologies.
The next diagram shows a Wohler’s Report 2019 publication of a survey made in 2018, where the applications of the customers of the biggest service providers were examined. The portion of end product use has been steadily increasing year by year and has taken the no.1 position in customer applications in this study.
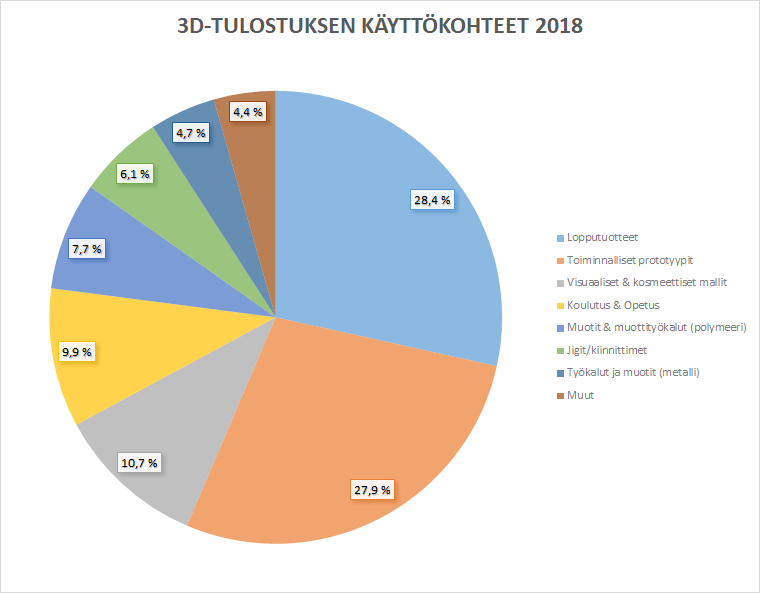
Picture 1. AM usage of different sectors 2018, Source: Wohler’s Report 2019
While considering AM in industry use it is important to notice the differences between machines made for industry and consumer use. Mostly the differences are (in addition to price) the quality of the produced parts, production reliability, and speed. The industry scale machines can produce ready prototypes, tools and utilities for production, or high quality end products as small batches.
Because of the high initial investment cost, the most active users of AM have mostly been large companies. At present time AM is not just a production method for large companies, on the contrary AM reduces the advantages the companies gain for being large. By taking advantage of AM, a small start-up company can get its products to markets as fast as a large company. Subcontractors around the world offer AM as part of their services, which makes possible the fact that companies might not have to acquire the costly machines and know-how themselves.
Producing parts from multiple materials like plastics, metals, glass, and ceramics are possible with AM. However, the materials and their properties are not identical with the materials commonly used on traditional manufaturing methods. In addition to the materials, the properties of the end product are greatly affected by the used AM-method/machine. This is one of the factors that is slowing down the initialization of AM, as before producing the end products the companies have to make sure that the selected combination of material and AM-method produces the right properties for the end product.
Multiple service providers offer the possibility of developing/tailoring a custom material for the application, in case that a suitable material does not exist. Some of the most common materials and their properties are listed (or linked to) on the info/materials section of this website.
In Finland VTT has researched AM with companies during multiple years on multiple studies. VTT has in it's use a modern SLM 280HL -machine. One of the interesting case-examples published by VTT is about manufacturing of a hydraulic block using AM, naturally including part redesign and topology optimization.
The case study can be found from: http://www.vtt.fi/files/services/mav/ValveBlock_VTTInternetVersion.pdf

Picture 2. A Case study part "Hydraulic block" redesigned and 3D-printed by VTT (Source: VTT)

Picture 3. Examples of Schunk eGRIP grippers, which have AM parts from PA-12 plastic. From Schunk grippers ia eGRIP series pneumatic MPG-plus ja PNG-plus, and electically controlled EGP grippers utilize AM parts. (Source: Schunk Roadshow 2016, Schunk homepage)
Car Industry
Car industries use AM for research, prototype production, producing replacement parts for old cars, producing molds and tools, and in some selected cases for producing end products. In recent years the production of end products has grown continuously and today almost all car manufacturers use 3D-printed parts on their new car models. Many car manufacturers also offer AM -manufactured spare parts for their older car-models. This represents the change in thinking about where AM-methods can be used. At the current transition-times, the greatest interest is in using AM-methods in concert with traditional manufacturing methods strengthening the whole process.
One of the reasons is that AM is really well suited for mass customization needs. The repertory of cars in markets has quickly increased in last 20 years. For example, Audi had seven different car models on 1997 when in 2015 there was already 42 car models. This requires flexibility from tools and manufacturing processes and fast reactivity - things that can be affected by using AM-methods.
Even today AM has a significant effect on car industry and hundreds of thousands of parts are manufactured using AM for the needs of car industries. In future the use and places where AM can be used for end products is just going to increase (for example car body).
The first "AM"-car has already been made. In 2010 in the manufacturing of hybrid-car, Urbeen AM was used for car panels and outer parts. In 2014 Cincinnati Inc in collaboration with Local Motors and Oak Ridge National Laboratory manufactured a world’s first AM-manufactured Electric car Strati in 47 hours, during "International Manufacturing Technology Show" -fair. In the end of the fair, the car was driven out of the fair building. The main components of the car body were manufactured in the fair using Cincinnati Inc. BAAM (Big Area Additive Manufacturing) machine from carbon fiber reinforced ABS plastic. Cincinnati Inc. has also manufactured the body of a classic Shelby Cobra-car using the same machine.

Picture 4. A visual model of Shelby Cobra, manufactured by Cincinnati Inc., Source: http://www.e-ci.com/baam/
The next picture lists some of the parts that are being manufactured for cars using AM.
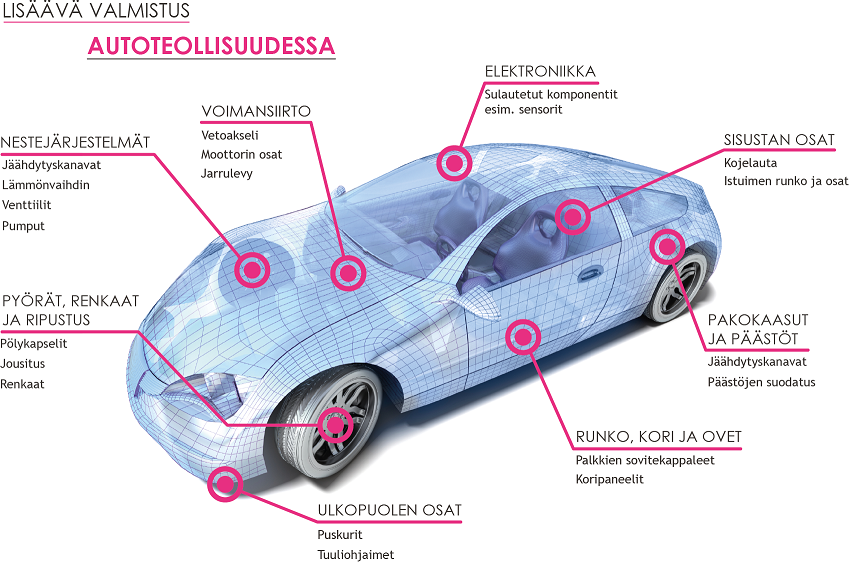
Picture 5. Parts, that can be manufactured using 3D-printing now and in the future.
One good example of AM use in car industry is the "edag light cocoon"-concept developed by German EDAG Engineering Company. The concept utilizes AM for manufacturing body-node pieces, 2D- and 3D-lasercutting and 3D bending for manufacturing steel profiles, and laser welding for combining them together as a car frame. The concept is an excellent example of how additive manufacturing brings additional value to a manufacturing process making it more efficient.

Picture 6. Edag Light Cocoon –body structure, Source: Edag, http://www.edag.de/en/edag/stories/cocoon.html

Picture 7. EDAG Light cocoon consept car 3D-printed body frame node, Source: Formnext powered by TCT”, 16-21.11.2015
A light race car seat produced by Toyota is a good example of potential advantages of AM. Toyota manufactured a light seat, where the structure was designed using topology optimization program. Materialise 3MaticSTL –software was utilized on the production of 3D-printable model.

Picture 8. Race car seat manufactured by Toyota, Source (http://www.materialise.com/cases/materialise-slicing-technology-enables-toyota-s-lightweight-car-seat)
Additive manufacturing offers possibilities also for energy industry. One example of companies who already know how to take advantage of AM is Siemens, which has utilized AM-methods in multiple applications for years. Some of the use cases are manufacturing of optimized fuel nozzles, and repairing and upgrading gas-turbine nozzle tips.
The Gas-turbine nozzles, especially the nozzle tips are continuously exposed to over 1000 C temperatures, which causes wear to the nozzle tips. Traditional method of repairing the tips is to manufacture replacement parts beforehand, cut out the old part, and weld the replacement parts in place. The traditional process is laborious, time consuming, and contains multiple work phases and accuracy comparisons of component measurement.
The idea at Siemens was to replace the traditional method with AM-method where the worn out tip is machined away, and is then grown back to the nozzle using AM-method. Compared to traditional methods there are many advantages: the amout of removed material is small, the repair lead-time was reduced by 90% and the nozzle tip can be upgraded to more advanced version with no additional costs.
Siemens modified an EOS EOSINT M280 machine in cooperation with EOS, where the space inside the machine was grown so that the 800 mm diameter nozzle fits inside the machine.
The previous example is just one of the applications in energy industry. The energy sector operatives have also shown interest of taking advantage of AM in e.g. wind mill component manufacturing.
One of the restricting factors has been size, since machines that would have big enough print-volume for energy sector needs have not been available on markets. The size should not be a problem in the future, as the print-volumes of the AM-machines have increased yearly; In addition to that, many big scale machines are being developed. One of these big scale machines is Sciaky EBAM-system where the print-volume is as much as 5.79 m x 1.22 m x 1.22 m.

Picture 9. 3D-printed Siemens SGT-800 fuel nozzles on the left, Solid fuel nozzle for charcoal/biomass on the right. Source: EOS/Formnext 2018
Furniture industry
Furniture industry has used 3D-printing for a long time for manufacturing miniature models, but with the advancing of AM, it is on the verge of new culmination. Like with other industry areas AM will not replace all of the traditional manufacturing methods, but by taking advantage of AM-methods, it is possible to manufacture invidualised furniture’s from customer wished materials.
Multimaterial methods makes it possible to manufacture parts from multiple different materials in one manufacturing step. This allows for manufacturing of different furniture concepts, where e.g. lightings or electronics are integrated to the furniture’s during manufacturing process. One example is a Gemini lounge chair by Neri Oxman, where both traditional and AM methods were utilized using multiple different materials with different elastic and acoustic properties.
One interesting application is AM use with recycled material for manufacturing furniture’s. There are some research and concepts on the subject, where recycled plastic is being used as a material with robotized AM-machines.

Picture 10. Free geometries made possible by 3D-printing offer new interesting possibilities to the industry. Source: Materialise 2019

Picture 11. 3D-printing has been used for a long time for lighting applications among other things in lamp body and screen manufacturing. Source: Materialise 2019
Aviation- and space industry is one of AM pioneers. This is quite self-explanatory, since in both of them material weight is such a big factor, used materials are expensive and usually the price isn't a critical factor if the part fulfills the needs.
As one example of AM use in Aviation industry Rolls Royce developed a XWB-97 plane engine which had it's first test flight in 2015 on an Airbus 380 airplane. The test engine has a 1.5 meter in diameter and 0.5 meter thick front bearing manufactured using Arcam's AM technology ("Electron Beam melting Additive Manufacturing", EBAM). While Rolls Royce did not have plans at the time to include the AM manufactured titanium part on the end-production engine (at least not initially), they approximated that by using AM the manufacturing time could be reduced by 30%.
Another example is from GE Aviation, which is probably the world leader in utilizing metal AM. As a result of their research project GE Aviation manufactures from 2016 the fuel nozzles for their LEAP- jet engines using AM. GE - research project
The reasons behind manufacturing the fuel nozzles using AM are simple - new nozzles are 25 % lighter, five times more lasting, 30 % more cost efficient, and just one part instead of 20 parts assembly. Every Jet Engine has 19 fuel nozzles and more than 16 thousand engines ordered, which means GE will produce hundreds of thousands of nozzles during this decade. In October 2018 Ge celebrated the manufacturing of its 30,000th AM fuel nozzle tip for the LEAP engine. GE story - 30000 th nozzle milestone
The end goal in a bit further in to the future, European Space Agency, ESA is researching if the stone, soil and dust already in the moon could be used as components for concrete like material to build a moon base using additive manufacturing.

Picture 12. Aviation- and space industry has utilized 3D-printing for a long time also with operation critical components. Source: Formnext 2017
Use cases ia molds, tools, fixtures, prototypes
For now in mechanical engineering sector, the usage of AM is heavily weighted on product line support actions. Integrating AM to the current production is currently the ongoing phase in companies.
The usage of AM can be seen especially on production of molds. One-time use sand molds have found their way to company awareness even in Finland, making the production time of complex molds faster and more cost efficient.
The usage of AM metal molds in Finland is not as far as elsewhere in the world, where e.g. molds with much better cooling properties are produced to the need. AM allows for much more flexibility in the channel designs - molds with better cooling properties can have a big impact to production output.
Because mold production needs are for dimensional accurate parts, practically all metal molds are machined after the production. The hybrid manufacturing methods integrate AM and machining to one machine making it possible to produce finished molds straight from the machine.
In addition to mold production, AM is used to produce tools from both metal and plastic. Producing tools as needed can make the production of parts much faster, especially so with new products.
Mechanical engineering industry is not the only industry taking advantage of fast tool and fixture production. Car and vehicle industry has used it for years and for example in space industry NASA is researching tool production on need at space.
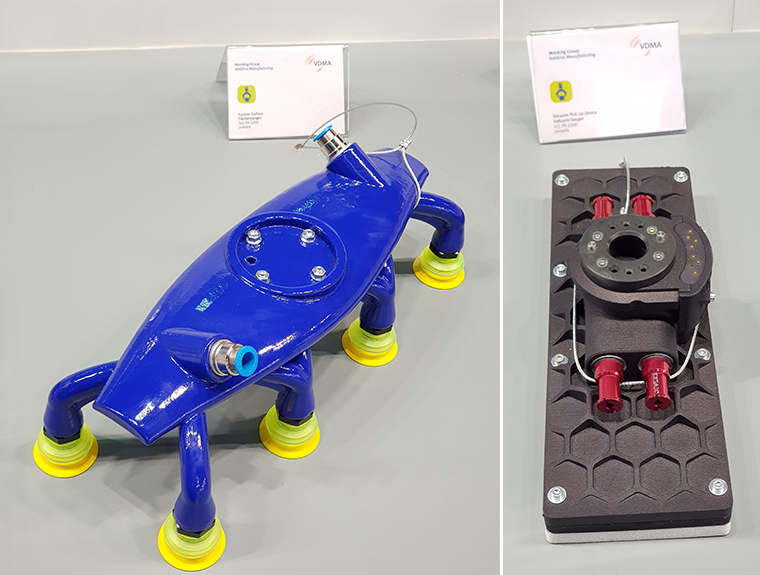
Picture 13. Different robot gippers is one of the most common use cases for this industry. Source: Formnext 2017
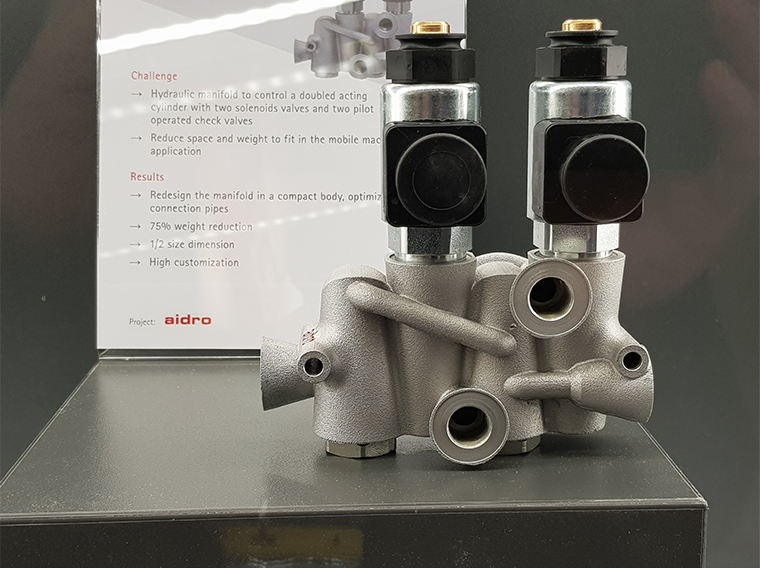
Picture 14. 3D-printing hydraulic parts has become noteworthy choice for traditional manufacturing, as in addition to weight reduction, channel optimization is possible. Source: Formnext 2017
Construction section is one industry area, where 3D-printing is going to have a significant effect. Already there are multiple examples of different applications.
Architecture- and design offices have used 3D-printing for a long time to create miniature buildings, and the usage for that application are just increasing, as the designs are done more an more using 3D-modeling.
In recent years, the big scale use cases in construction sector have also become public knowledge as big scale 3D-printers are being developed also for creating buildings. The development has been fast, and the amount of operators has increased. Some of the operators has developed 3D-printers, which can be used to print whole buildings on site, while others have developed printers to manufacture elements on factory floor. There are multiple research projects around the world, which put weight on manufacturing big scale construction machines. The aim of the research projects is to allow the manufacturing of informal structures either on site or at the factory floor.
In near future, the construction AM will evolve from concepts and prototypes towards practical targets. Especially in Middle East, there are big expectations and objectives for the future of 3D-printing buildings. In Dubai the expectancy is that by 2030, 25 % of new buildings are constructed using 3D-printing. The advancement is however going to differ around the globe as regulations, climate circumstances, and construction customs differ depending on regions.
In 2017 there was a publication (In Finnish) on Savonia's LIVA-project about the use cases of construction industry around the world, and to give a general overview to the used techniques. The publication is freely downloadable from: http://urn.fi/URN:ISBN:978-952-203-242-3
The use cases and materials of construction industry for 3D-printing are among other things:
- Concrete 3D-printing
- Metal 3D-printing
- Plastics and composites
- Soil (clay, sand, gypsum)
- Manufacturing of molds
- Miniature models
Concrete 3D-printing
Concrete extrusion
Extrusion methods are currently the most widely used method for 3D-printing concrete. In extrusion method, concrete is selectively positioned and extruded trough nozzle layer by layer. The printing is always done on top of previous layer, so printing horizontal holes or overhangs is not possible without supports. This means that some restrictions apply to the geometry, because negative unsupported surfaces cannot be printed without support material or support structures. In addition to that, extrusion method always creates layered structure, which has an impact on structure strength and visual quality. However some printers use a spatula, to flatten the surface behind the nozzle, which might improve those properties.

Picture 15. a) 3D-printer by Total Kustom extruding concrete, Source, b) Office building constructed by extruding concrete with 3D-printer in Dubai, Source
There are many different variations of 3D-printers as some of the companies have concentrated on industrial manufacturing of industrial building blocks and elements, while others have concentrated on manufacturing the buildings on site.

Picture 16. a) 3D-printer by Apis Cor, Source, b) 3D-printer by Finnish company FIMAtec Oy, Source
Binder jetting
In Binder jetting method a liquid binder is sprayed selectively on to a powder bed layer. A new powder layer is then spread on top of the previous layer, and the process is repeated until the parts have been printed. The minimum layer height depends on the powder particle size. The powder bed works as a base and support for the next layer. Binder can also be in the powder, while sprayed liquid works as binder activator. After printing process the excess powder is removed, recycled and ready to use again.
Picture 17. a) Binder jetting method can be used to create wery precise and geometrically free surfaces, Source, b) A freeform structure from sand manufactured using binder jetting method. (D-Shape), Source
Metal 3D-printing
Direct energy deposition is one of the AM methods for printing metal materials, where thermal energy is used to fuse metal material by melting and positioning the material simultaneously. Metal can be melted using laser- or electron beam or plasma-arc. Metal can be fed as powder or wire. The process can be very similar to welding.
Picture 18. Metal bridge manufactured using Direct Energy Deposition method on a robot arm. Source
Powder Bed Fusion is a AM method where the spread powder layer is selectively sintered or melted together to the layer below it using thermal energy for example from laserbeam. Powder Bed Fusion processes are the most common industry metal 3D-printing processes at the moment. The method has applications also for construction industry, its used for example to print steel structure and construction part joints.
Plastics and composites
Plastic, carbofiber and glassfiber have been used to manufacture great looking pavilions on many places in Europe and United States. For example In Germany The University of Stuttgarts manufactured using robots and drone a 12 meter long pavilion by weaving a web structure from carbonfiber string, in imitation of moths web.

Picture 19. Pavilion made from carbon- and glass fiber, Source
American Branch Technology has developed big scale 3D-printer, which can be used to print lattice structure by extruding plastic. The printer works like a big 3D-pen, which has been attached to a robot arm. The company has already made multiple tests to different applications like a drone landing pad or pavilion to Miami design week. The company is also taking part on NASA’s mars house concept competition. The company is also currently printing its first concept house “Curve Appeal” in United States, Tennessee, Chattanooga.

Picture 20. 3D-printed drone landingpad, Source
Soil-materials (clay, sand, gypsum)
Clay and Clay-straw materials can be printed using extrusion method. Extuding clay or concrete do not really differ that much from each other, and can be printed on similar machines. In 2016 Italian Wasp-company 3D-printed clay-straw hut with 12 m high and 7 m wide Bigdelta 3D-printer.

Picture 21. Bigdelta 3D-printer extruding clay-straw hut, Source
Around the world there have been projects, where modular building blocks like bricks, concrete blocks, panels, etc. have been 3D-printed. For example, Emerging Objects and Design Lab Workshop have 3D-printed clay bricks and blocks.

Picture 22. A 3D-printed clay brick that cools the room temperature ”cool brick”, Source
Manufacturing molds
Sand molds
Sand can be used for 3Dprinting injection-molds using binder jetting method. The molds can be for one time or for multiple times uses, if the molds are hardened by infiltrating more binder material. The molds can be used to cast concrete, gypsum, or similar materials. Single time sand molds can also be used for casting metals. Binder jetting technology gives designer free hands in design, but the casting sets some restrictions, like channel diameters have to be big enough for the cast material to go through. The onetime use mold are easy to remove after casting, as they can be broke apart manually or for example washed using pressure washer.

Picture 23. Molds manufactured from sand, Source: Voxeljet
Wax- and plastic molds
Molds can also be 3D-printed from wax or plastic. Wax models were used for concrete casting for example in 2016 at the London subway expansion project. One of the advantages of wax molds is that after the casting they can be melted off and used again in the next mold.

Picture 24. The manufacturing and use of FreeFAB waxmold, Source
Miniature models
Miniatures are still one of the most widely used applications on construction industry for 3D-printing. The reason for this has been except for the price, also technical restrictions like accuracy and print volume. Miniatures are 3D-printed among other places for building and city design needs and they can be manufactured on the desired scale and accuracy using the architect’s data model. Miniatures can be printed from different materials, while plastic is the most common and cheapest material. In addition, many different AM methods are being used, like material extrusion, powder bed fusion, vat fotopolymerization and binder jetting.

Picture 25. Example of 3D-printed miniature model, Source: Zortax Inventure, Formnext 2017